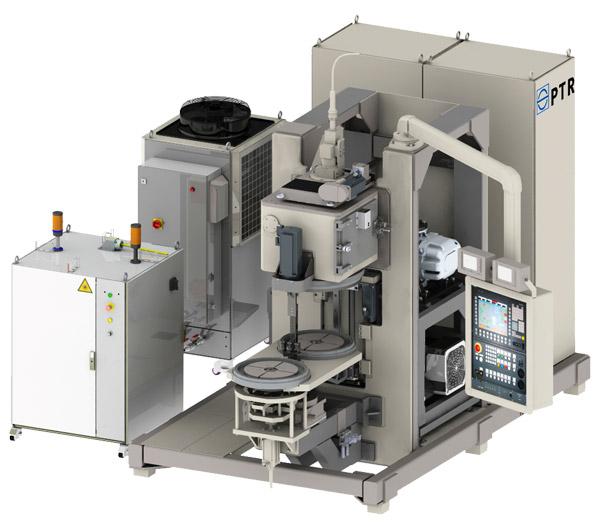
LASVAC PL 02 LASERSTRAHL SCHWEISSMASCHINE
Laserschweißen im Unterdruck zeichnet sich durch eine Reihe von Vorteilen aus: Bei gleicher Laserleistung wird die erzielbare Schweißtiefe gegenüber dem Schweißen bei normalem Umgebungsdruck ungefähr verdoppelt. Außerdem wird die Nahtform deutlich parallelflankiger und die Ausbildung des Nagelkopfes reduziert.
Darüber hinaus entfällt durch das Vakuum die Verwendung von Schutzgas und die Schmelze kann besser entgasen. Hierdurch wird die Porenhäufigkeit reduziert. Alle Einflüsse begünstigen somit eine Verbesserung der Qualität der Schweißnaht!
Basierend auf den bewährten und etablierten PTR Taktanlagen wurde die LASVAC PL-Serie entwickelt. Diese ermöglicht über Laserlichtkabel die Einkopplung des Lasers. Haupteinsatzgebiet ist die Massenfertigung von Bauteilen mit radialen und/oder axialen Schweißnähten. Auf Grund der Flexibilität der Anlage ist die LASVAC PL-Serie jedoch auch das geeignete Werkzeug bei einem wechselnden Bauteilspektrum. Sollten sich zu einem späteren Zeitpunkt Werkstück oder Fertigungsbedingungen ändern, so ermöglicht die modulare Konstruktion der LASVAC PL-Serie, dass die Anlage auch nachträglich entsprechend angepasst werden kann.
Laserschweißen im Vakuum