

Welding
Electron beam welding is used for joining metallic materials with normal welding seam depths. The very thin weld seam its narrow heat affected zones drastically minimises the energy transferred and the distortion to the component as whole. Components that have a tendency to distort and subassemblies that require a high level of mechanical pre-processing can be joined using this method without being damaged.
Principle
Electrons are created in an EB generator by emission and accelerated in the vacuum using high voltage (up to 150 kV and above). The generator is mounted to the processing chamber with the work piece inside. The chamber has to be evacuated. To make a weld, the electrons are focused on the point of the seam. Normally the components are welded without filler materials.
Various types of weld are distinguished depending on the basic geometric shape of the components requiring welding:
- Radial weld
- Axial weld
- Weld seam on plane work pieces
- Curved/free form
Where the weld can be made continuous, discontinuous or as a spot weld.
The main application areas are:
- Automotive
- Machine construction
- Medical technology
- Aerospace
- Power engineering
- Vacuum technology
Deep welding effect
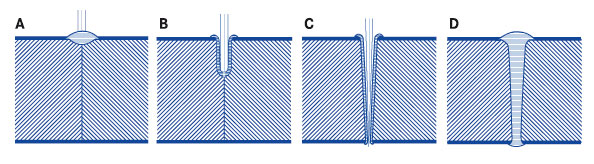
- The high energy concentration at the beam spot melts the material.
- Material vaporises in the center.
- The beam penetrates deeper into the work piece through the vapor channel wich is formed.
- As the work piece is moved melted material flows from front to back, around the vapor channel, and solidifies.
PTR Electron beam welding
