

Bohren mit dem Elektronenstrahl
Der Bohr-Tiefeneffekt
Durch die hohe Leistungsdichte im Fokus von 108 W/cm2 und mehr ist der Elektronenstrahl auch hervorragend zum Bohren geeignet. An der Auftreffstelle bildet sich eine Dampfkapillare im Material, die von einem schmelzflüssigen Mantel umgeben ist. Dies ist bereits das Basis-Loch.
Backing-Material
Das auf der Rückseite des zu bohrenden Werkstückes angebrachte Backing-Material wird, sobald das Werkstück durchdrungen ist, durch den Elektronenstrahl verdampft. Das entstehende Gasvolumen dehnt sich explosionsartig durch die Kapillare aus und schleudert das schmelzflüssige Material, das die Kapillare umgibt, heraus.
„Fliegendes Bohren"
Das fliegende Bohren wird von anderen Verfahren (Laserstrahl, EDM, ECM) nicht verwendet. Durch die Kombination von Strahlablenkung, Werkstückbewegung und einer für den Prozess optimierten Steuerung ist es möglich das Werkstück und den Strahl unabhängig voneinander zu bewegen. Der Strahl wird dabei während des Bohrvorgangs simultan mit dem Werkstückvorschub mitgeführt. Zwischen zwei Bohrvorgängen wird der Strahl ausgeschaltet, die nächste Position angesteuert und dann wieder eingeschaltet. Dieser Prozessablauf ermöglicht sehr hohe Bohrfrequenzen.
Reproduzierbarkeit
Der Elektronenstrahl wird nicht mechanisch, sondern nur durch elektromagnetische Linsen bewegt und fokussiert. Die Strahlparameter und Bohrparameter lassen sich speichern und der Bohrprozess ist so immer wieder reproduzierbar.
Werkstoffe
Fast alle metallischen Werkstoffe können, unabhängig von ihrer Härte, bearbeitet werden. Dies gilt auch für thermisch hochbelastbare Legierungen.
Bohrlöcher
Durch die Perforation mit dem Elektronenstrahl und die Verwendung von Backing-Material weisen die Bohrungen eine typische Form auf. Die Strahlaustrittseite ist scharfkantig und gratfrei. Auf der Eintrittsseite gibt es einen leicht konischen Einlauf.
Beispiel EB-Bohren 1
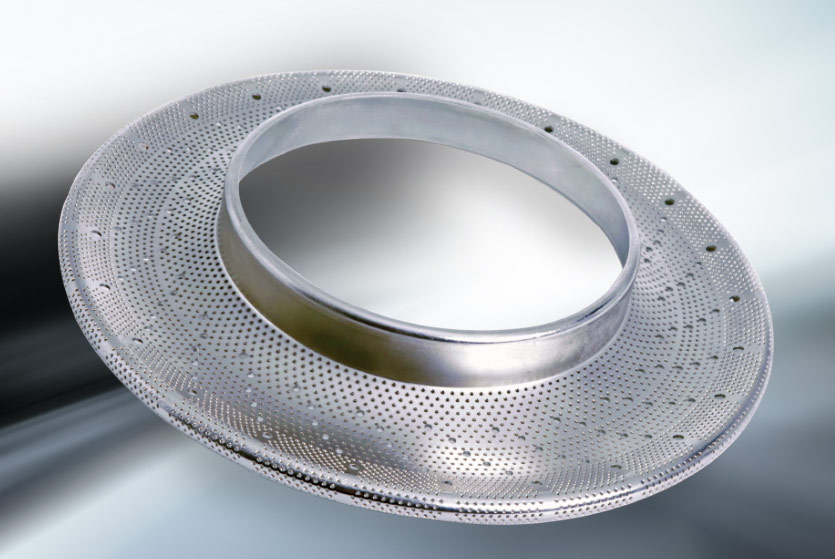
Beispiel EB-Bohren 2

EB-Bohr-Prozess



